Print Quality Troubleshooting Guide
This guide is a great place to start if you are trying to improve the quality of your 3D printed parts. We have compiled an extensive list of the most common 3D printing issues along with the software settings that you can use to solve them. Best of all, the guide uses a large collection of real-world images to make each issue easy to identify when examining your own 3D printed parts. So let’s get started!
Thumbnail Overview
Use the thumbnails below to identify the picture that most closely represents the quality issue that you are seeing in your own 3D printed parts. You can click on the thumbnail to jump that that portion of the guide for immediate recommendations on how to resolve the issue. If you are not able to locate your issues from the thumbnails, feel free to scroll down and read through each section of the guide in more detail. There are plenty of useful tips to learn that can help improve your 3D printed results!
Not Extruding at Start of Print
Printer does not extrude plastic at the beginning of the print
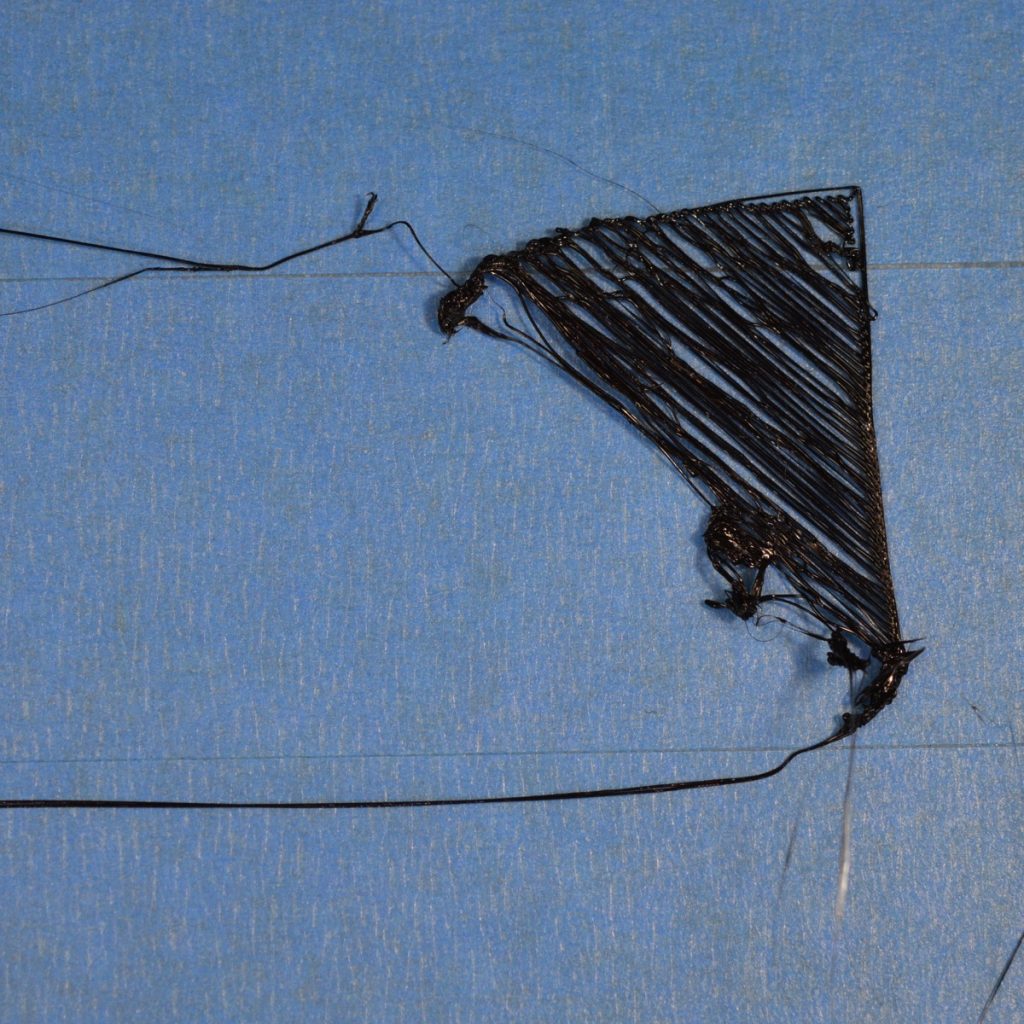
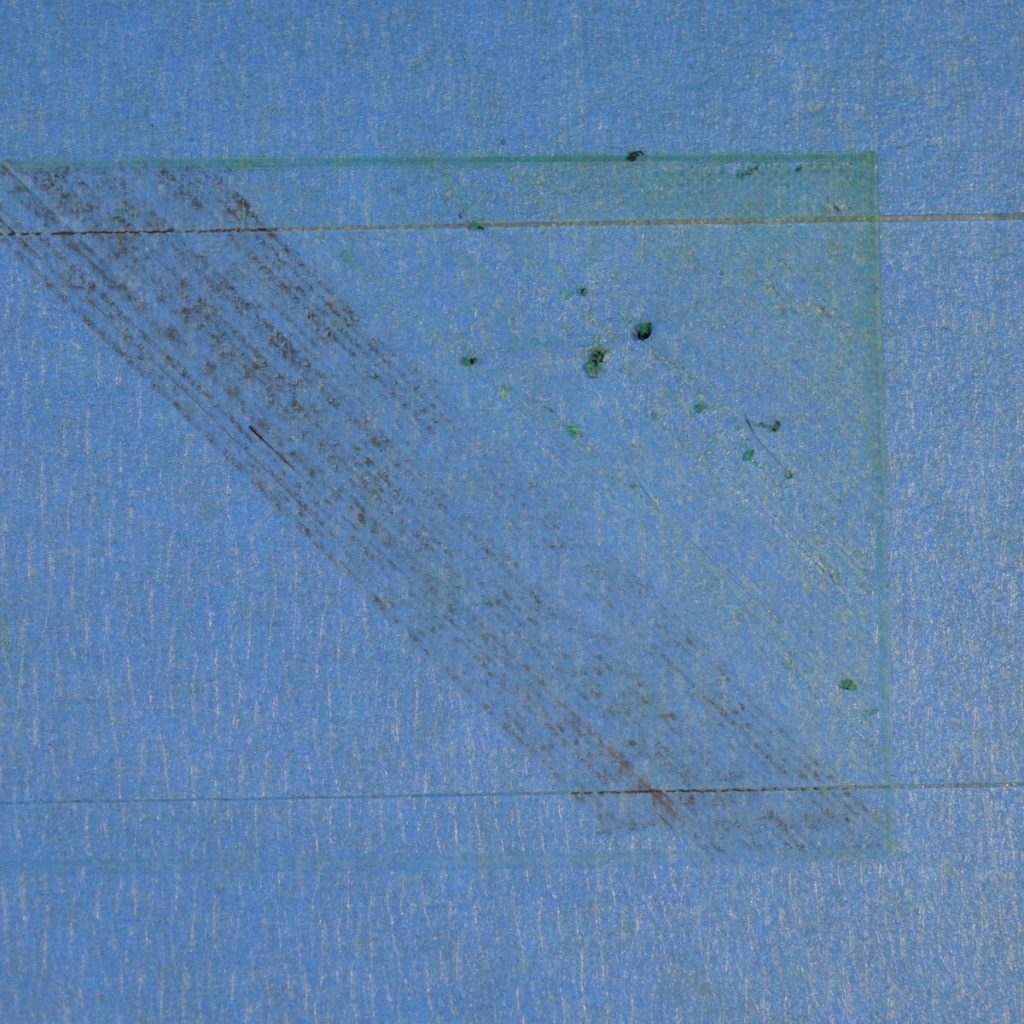
Not Sticking to the Bed
The first layer does not stick to the bed and the print quickly fails

Under-Extrusion
Printer does not extrude enough plastic, gaps between perimeters and infill
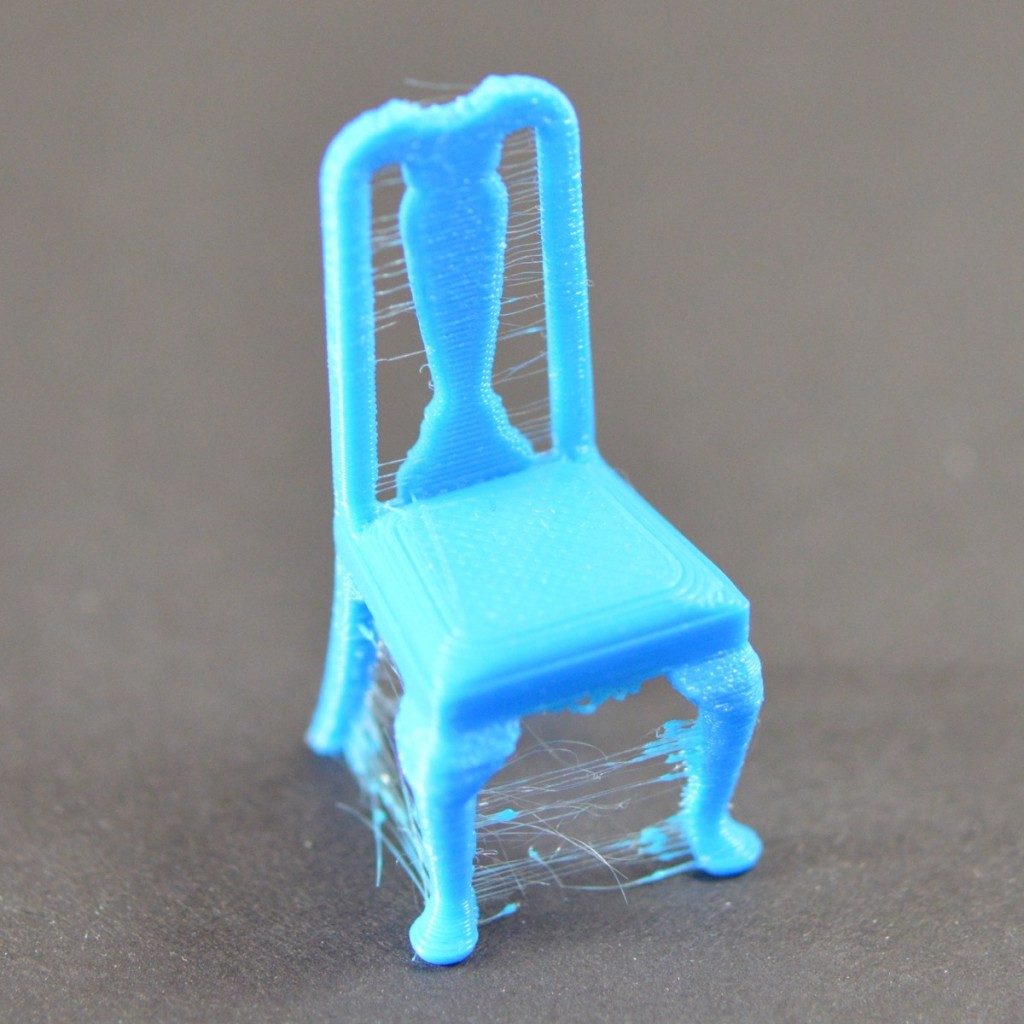
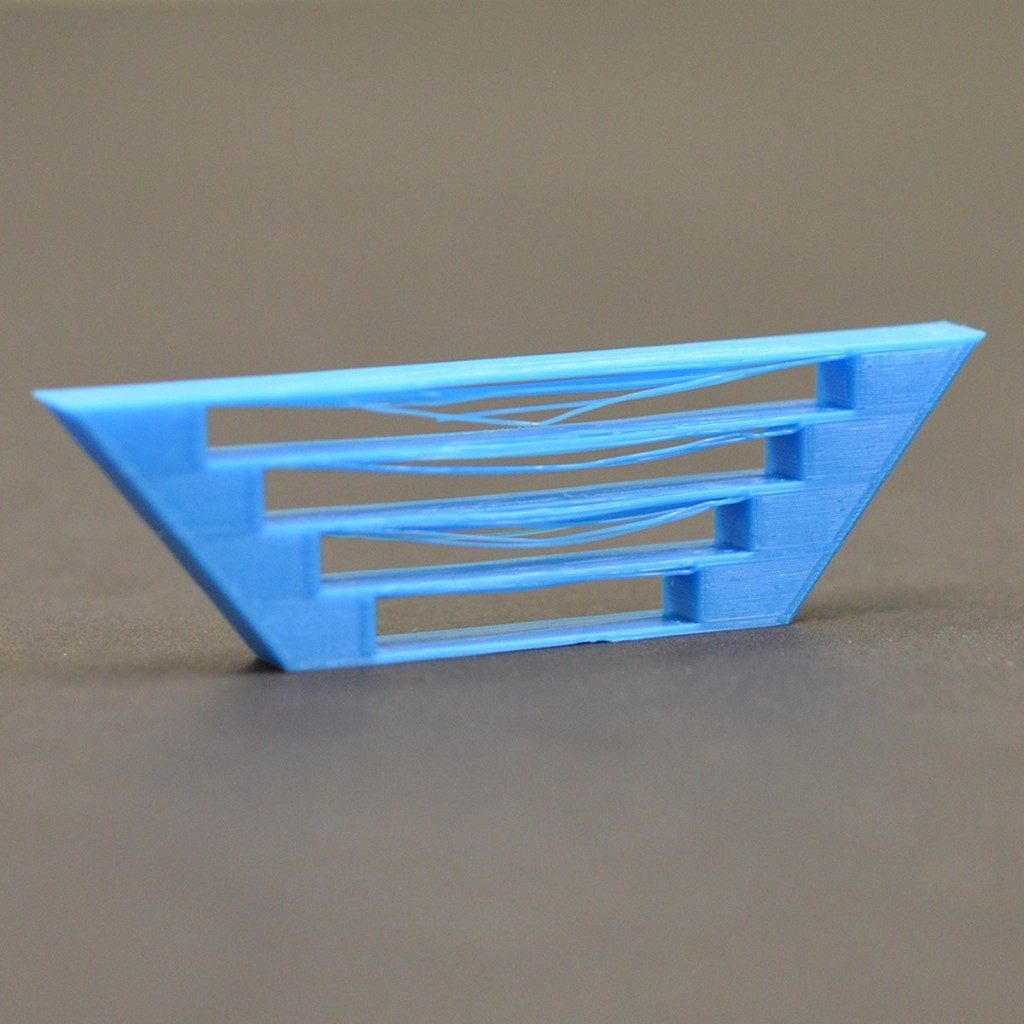
Stringing or Oozing
Lots of strings and hairs left behind when moving between different sections of the print
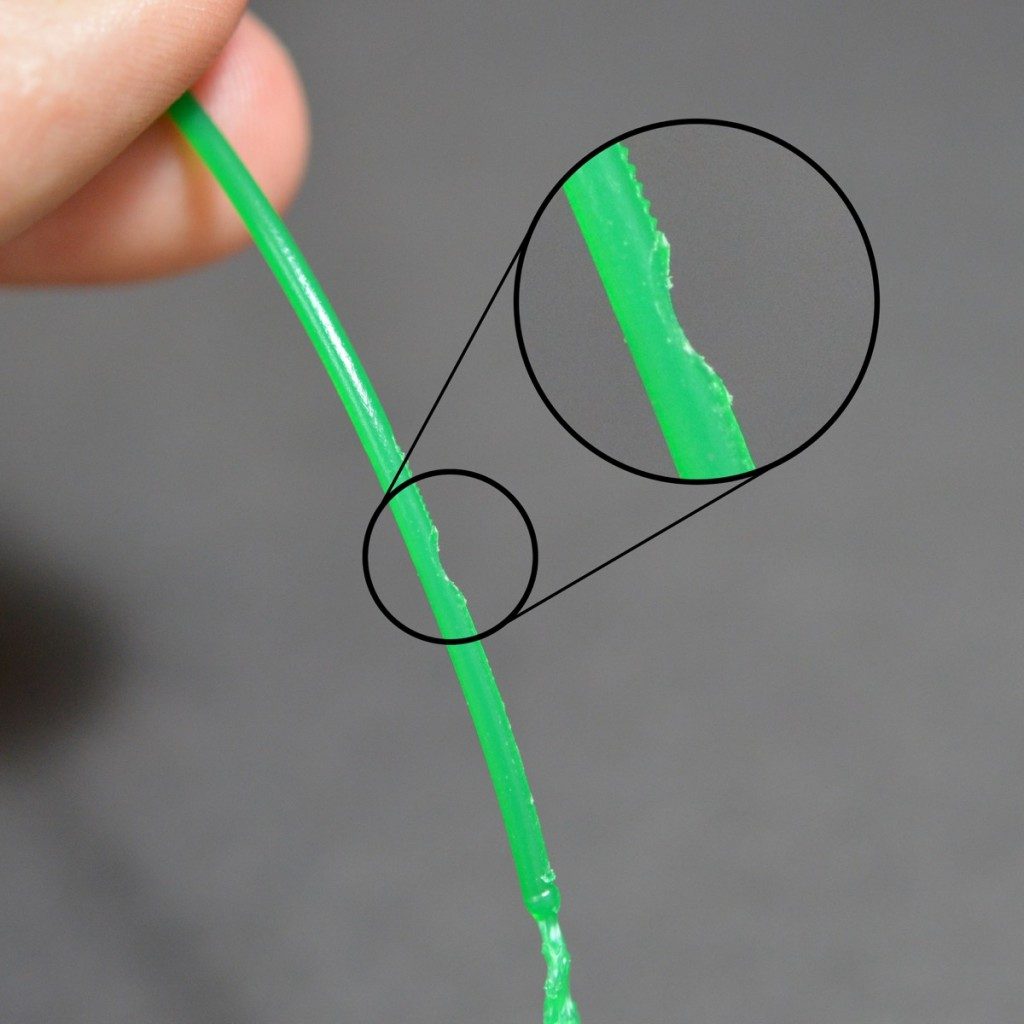
Grinding Filament
Plastic is being ground away until the filament no longer moves, otherwise known as “stripped” filament
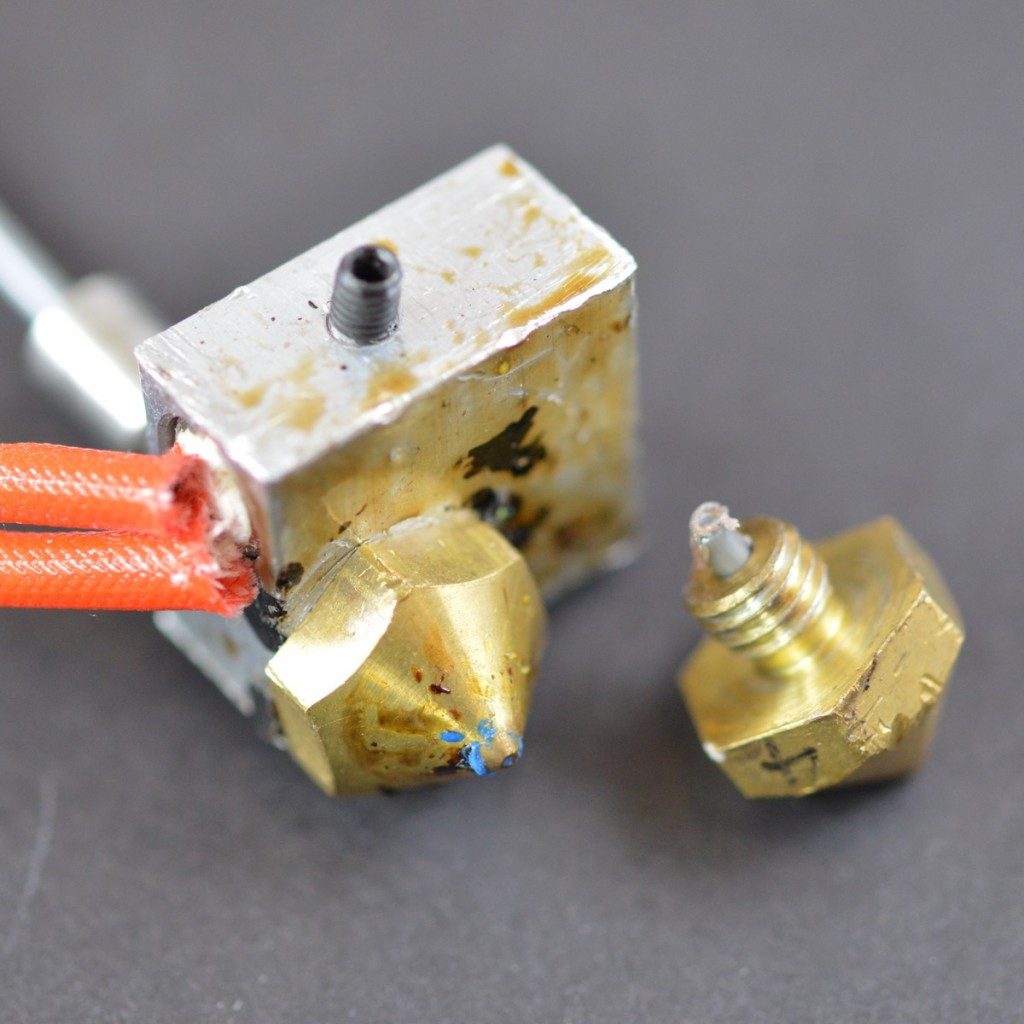
Clogged Extruder
Extruder is clogged or jammed and will no longer extrude plastic from the nozzle tip
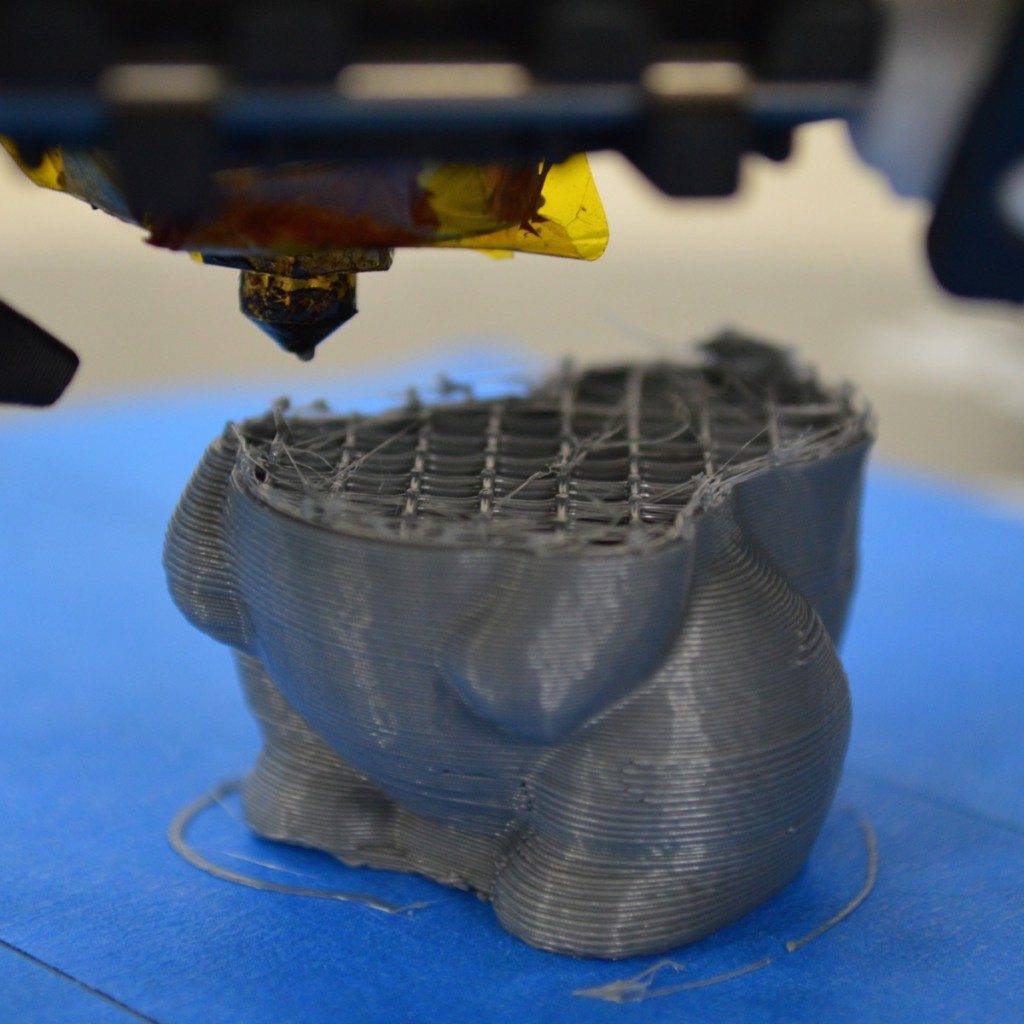
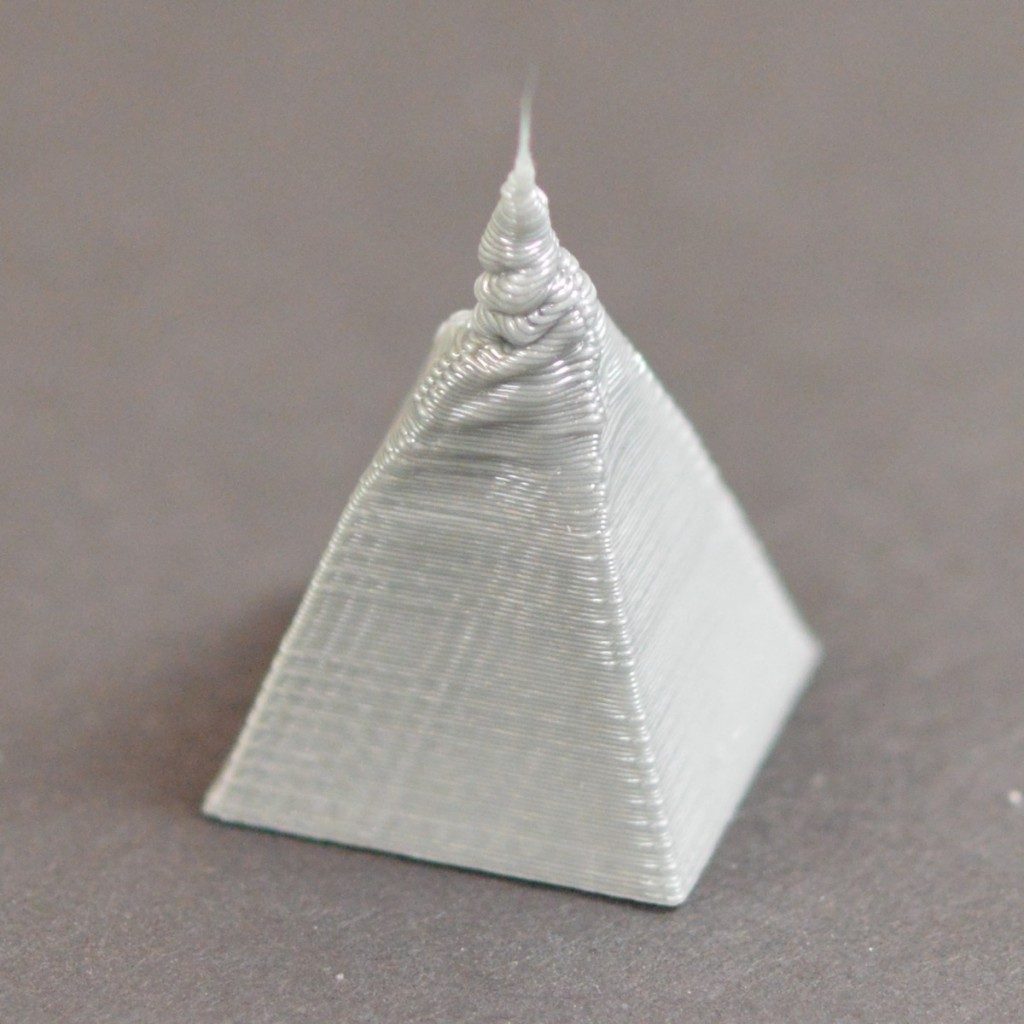
Stops Extruding Mid Print
Printer stops extruding plastic randomly in the middle of a print
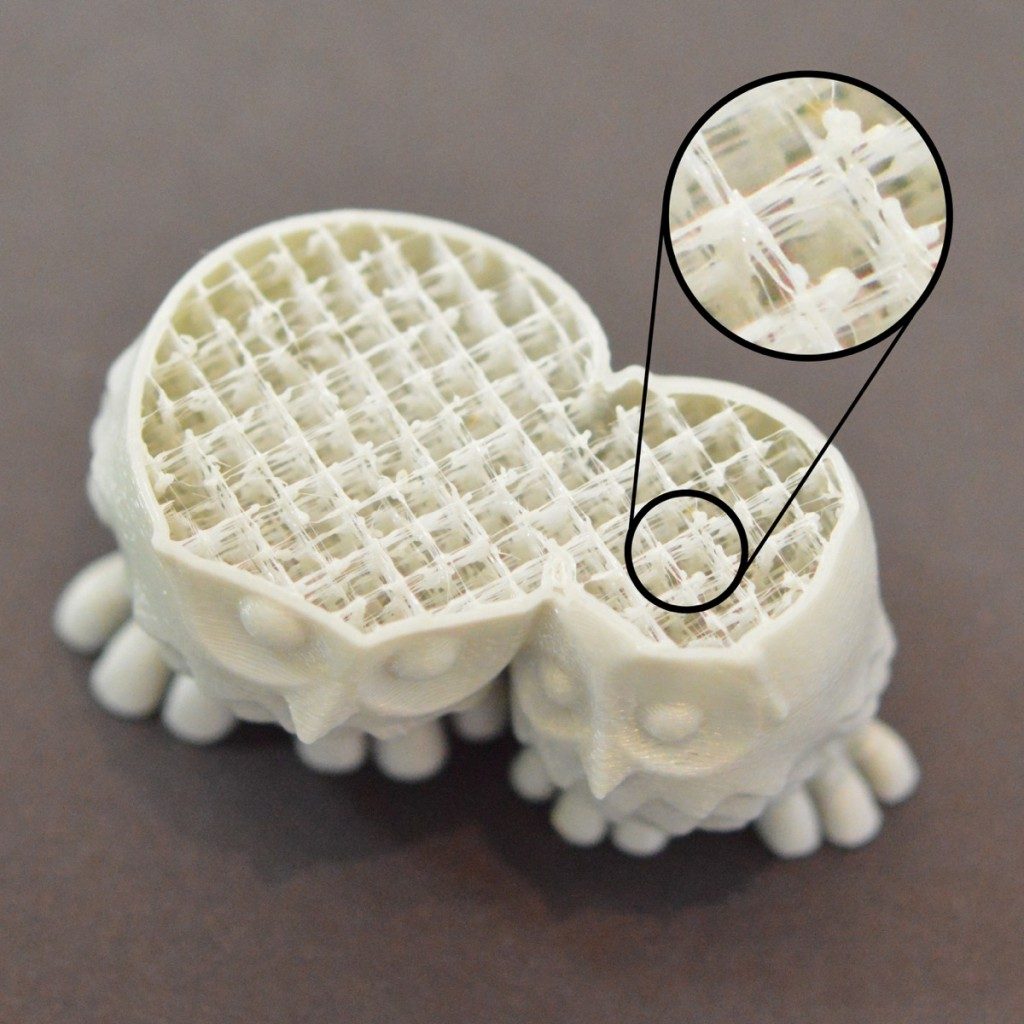
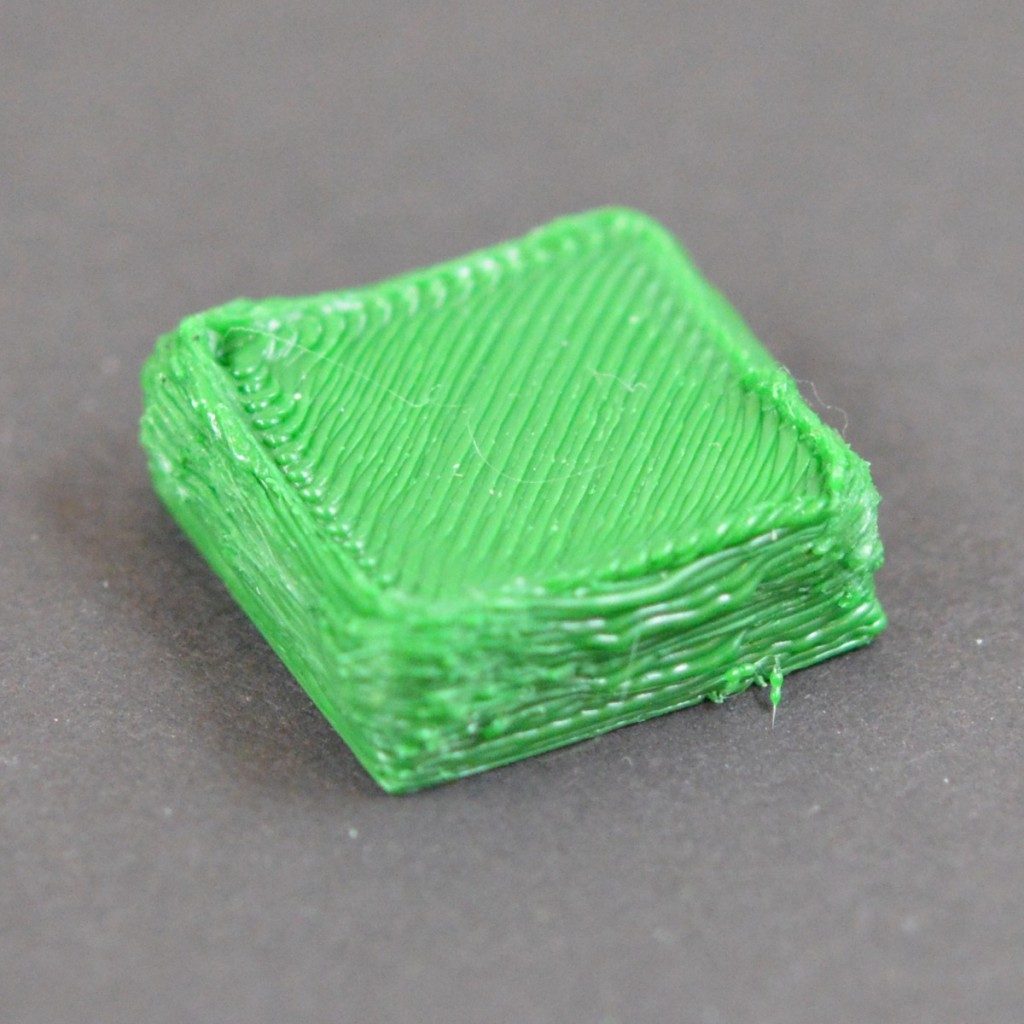
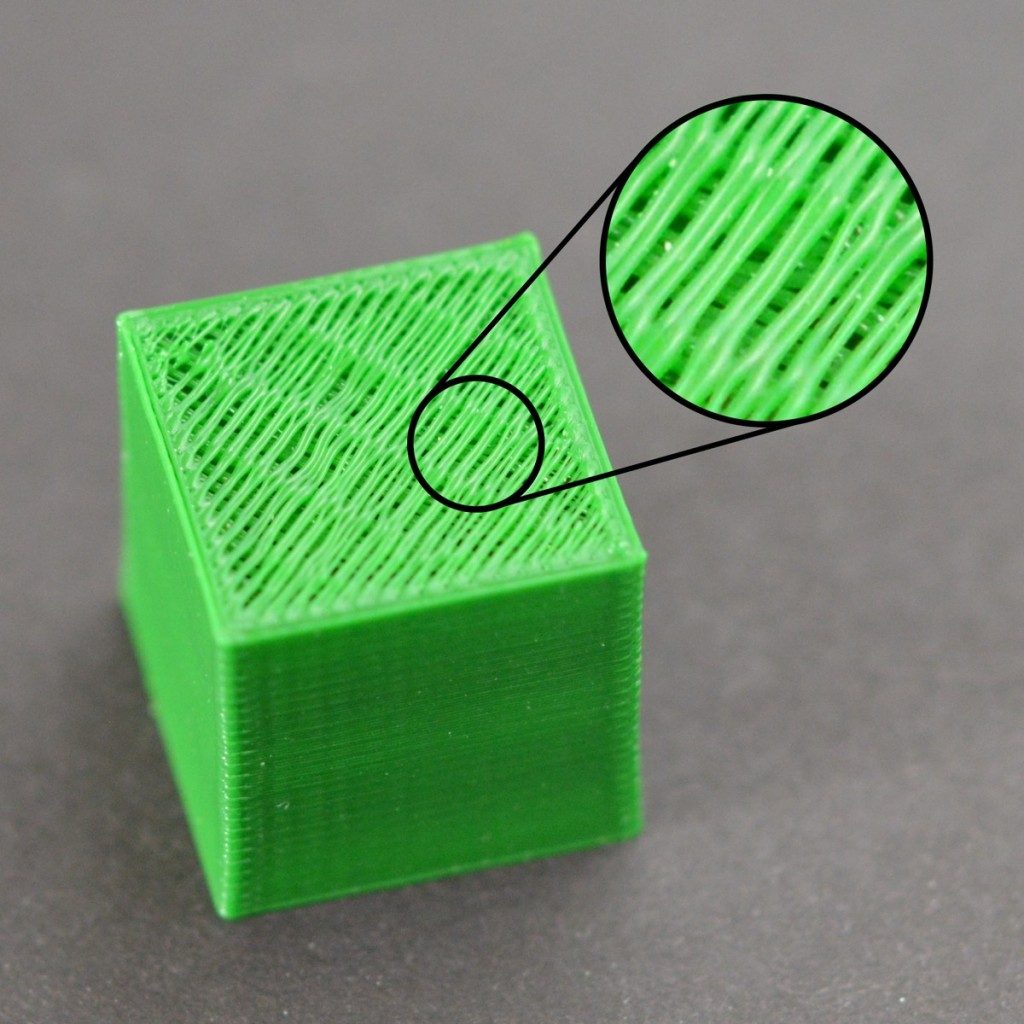
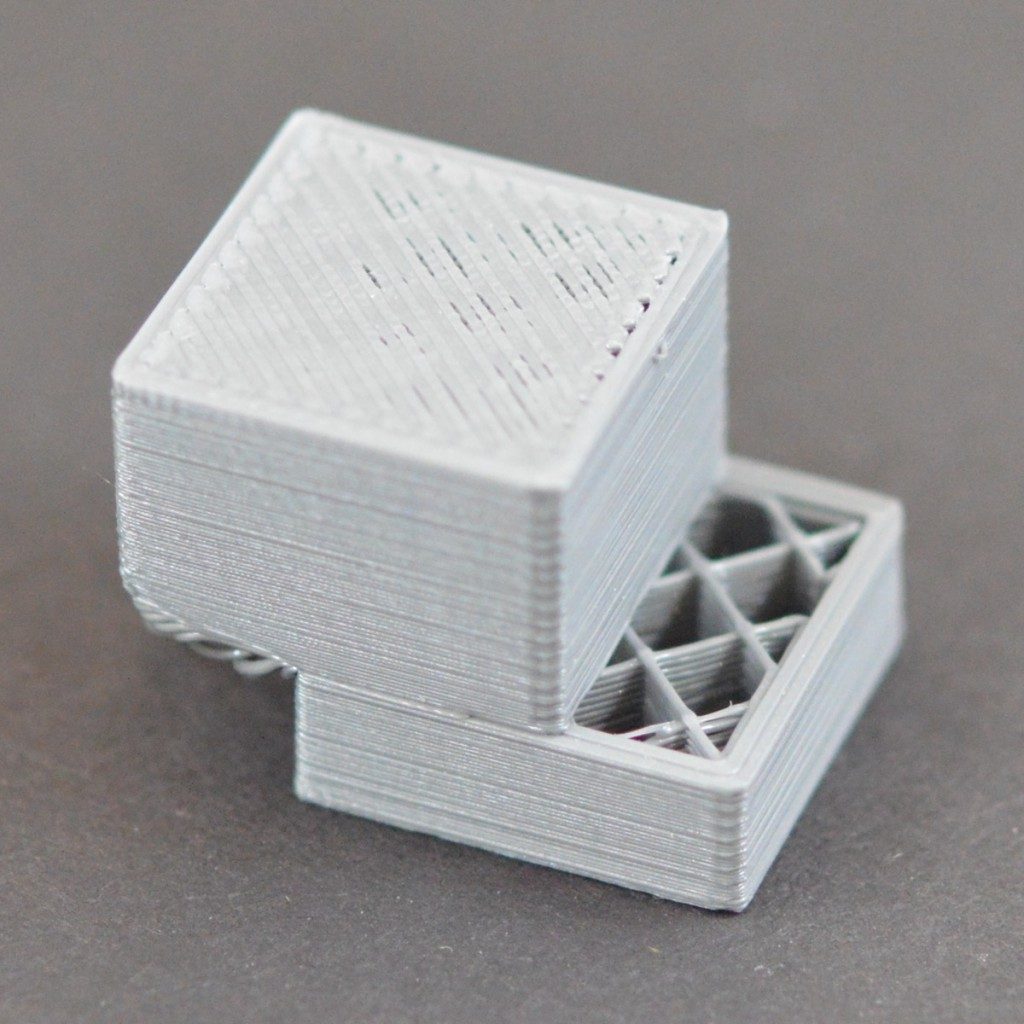
Weak Infill
Very thin, stringy infill that creates a weak interior and does not bond together well
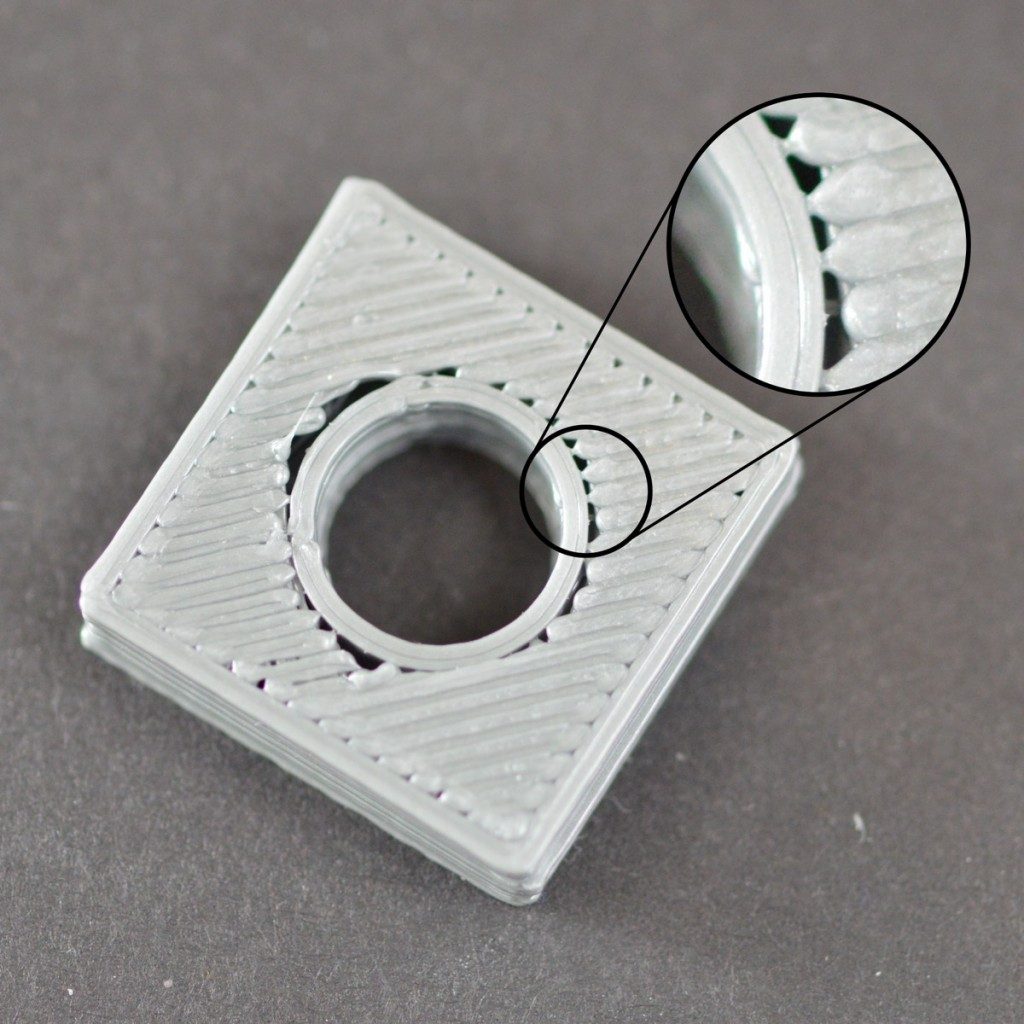
Gaps Between Infill and Outline
Gaps between the outline of the part and the outer solid infill layers
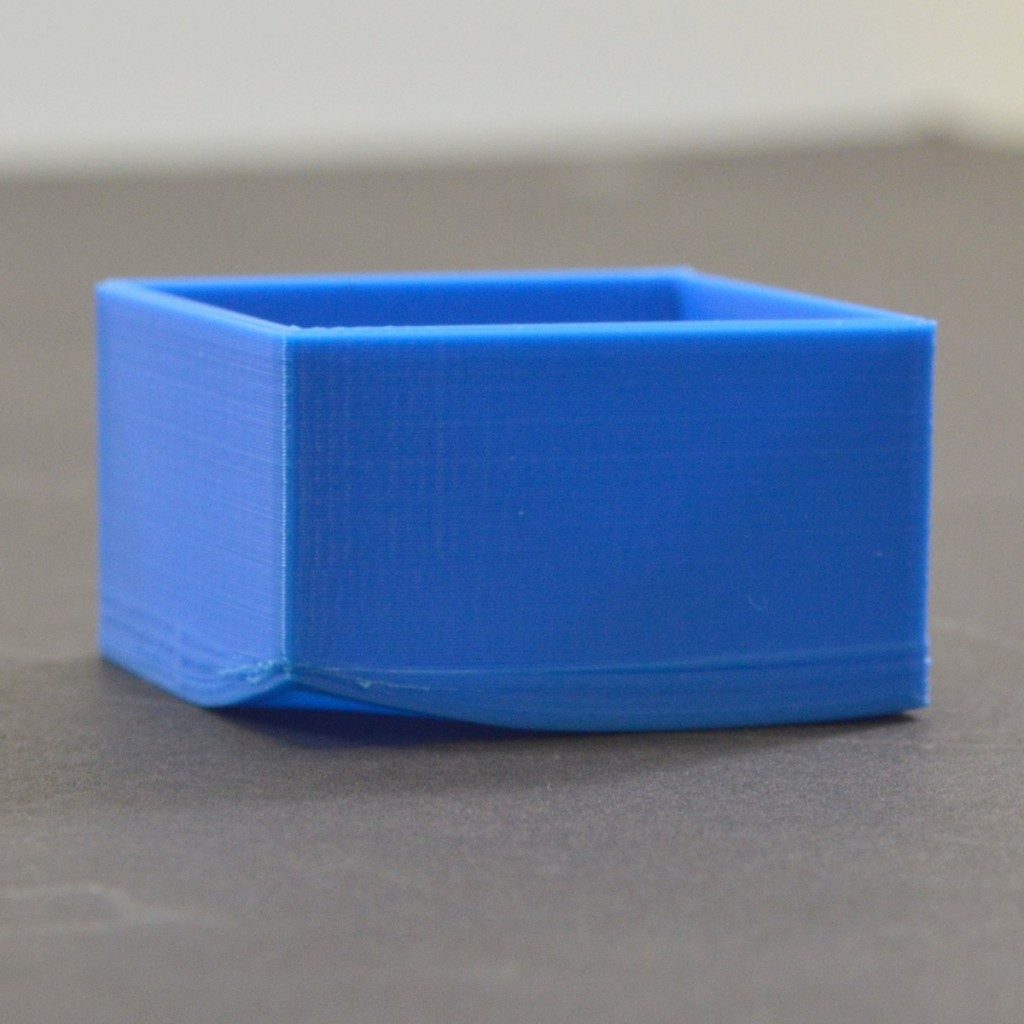
Curling or Rough Corners
Corners of the print tend to curl and deform after they are printed
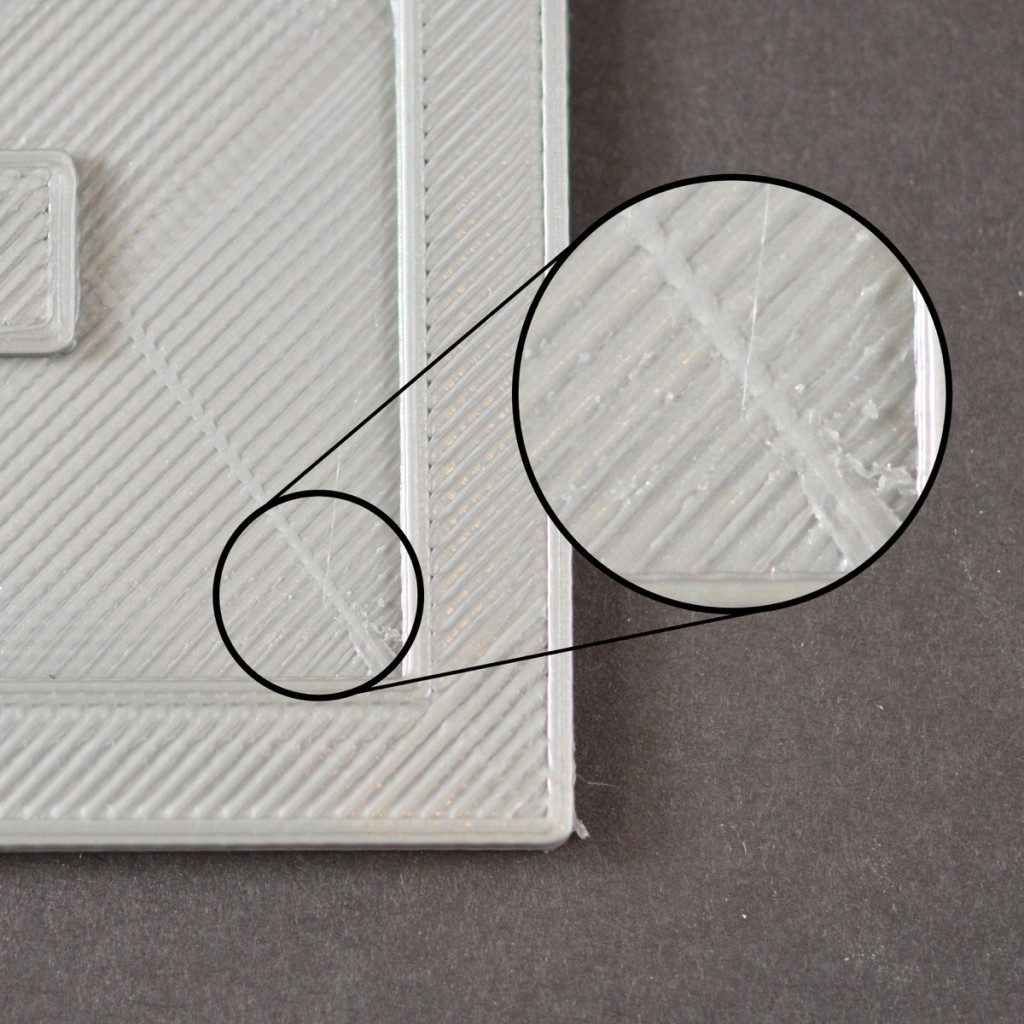
Scars on Top Surface
The nozzle drags across the top of the print and creates a scar on the surface
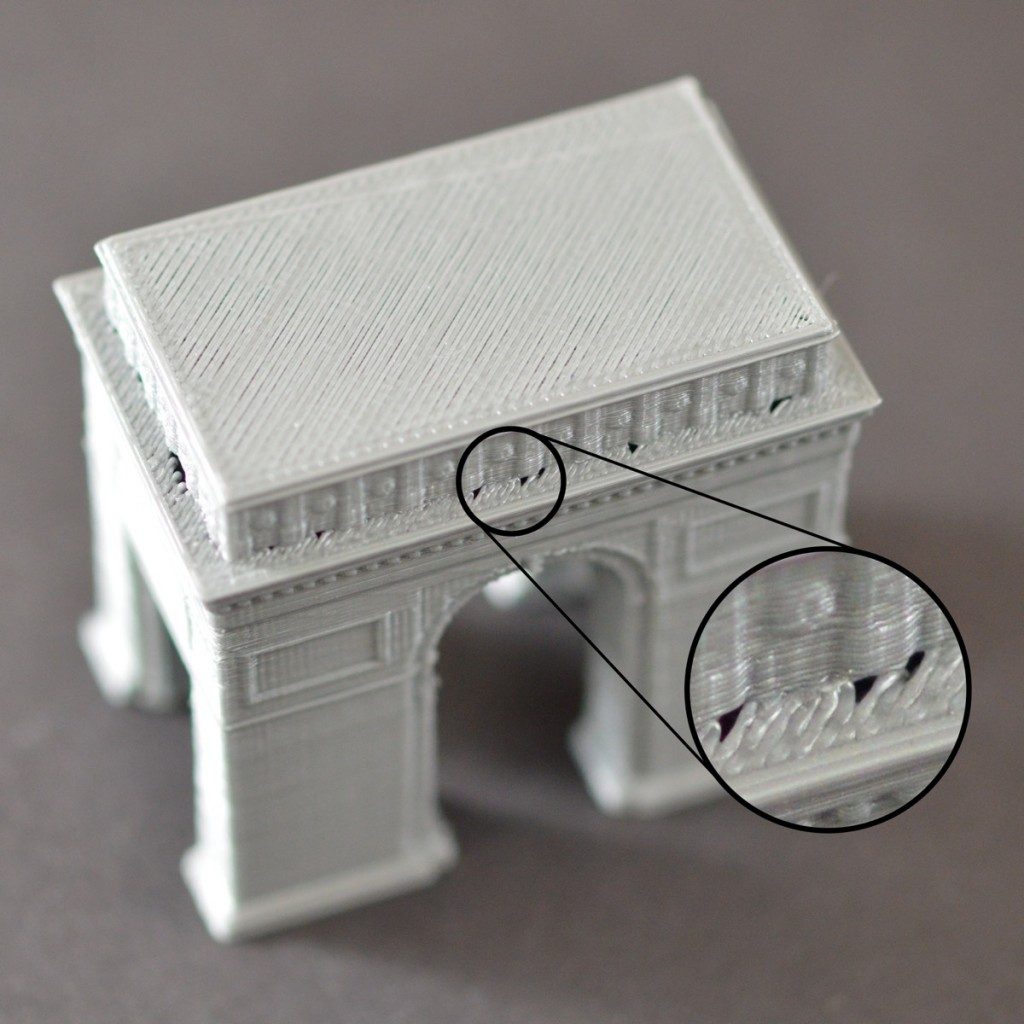
Gaps in Floor Corners
Gaps in the corners of the print, where the top layer does not join to the outline of the next layer
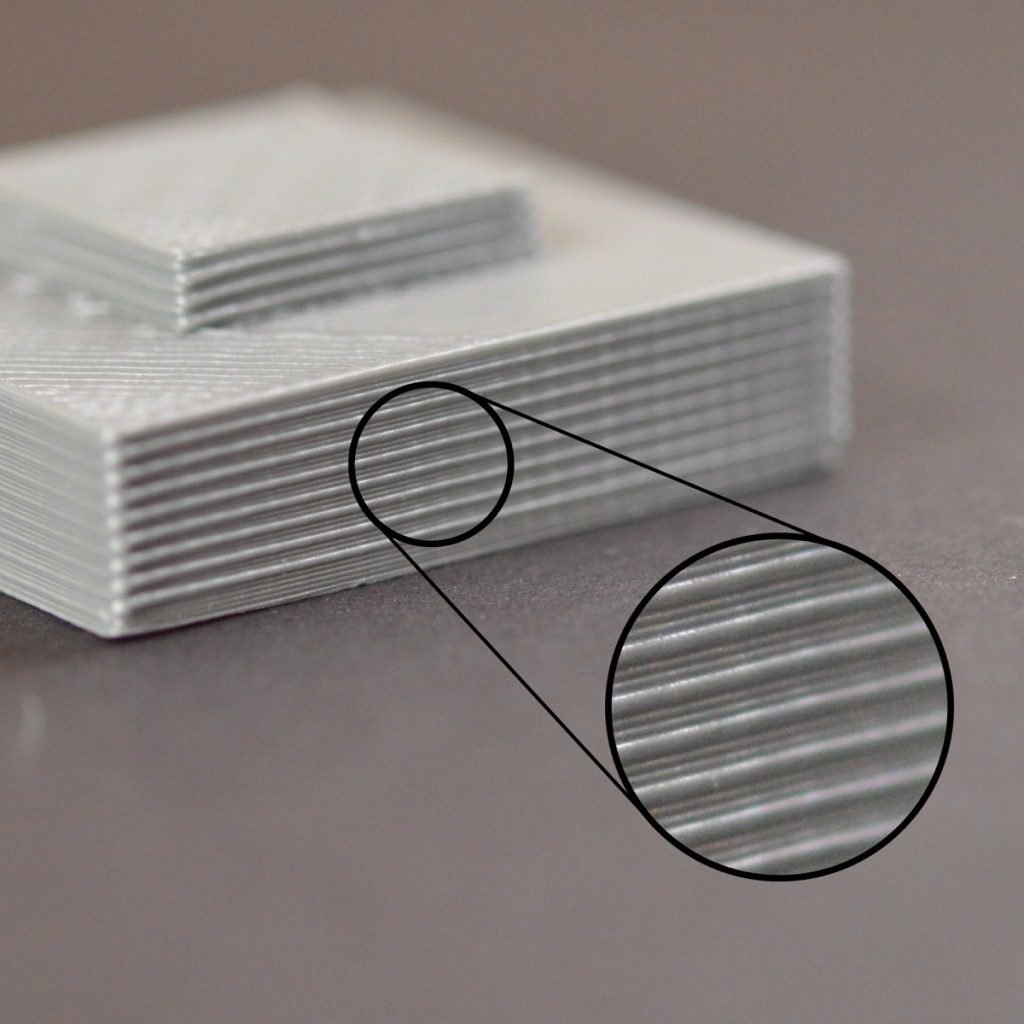
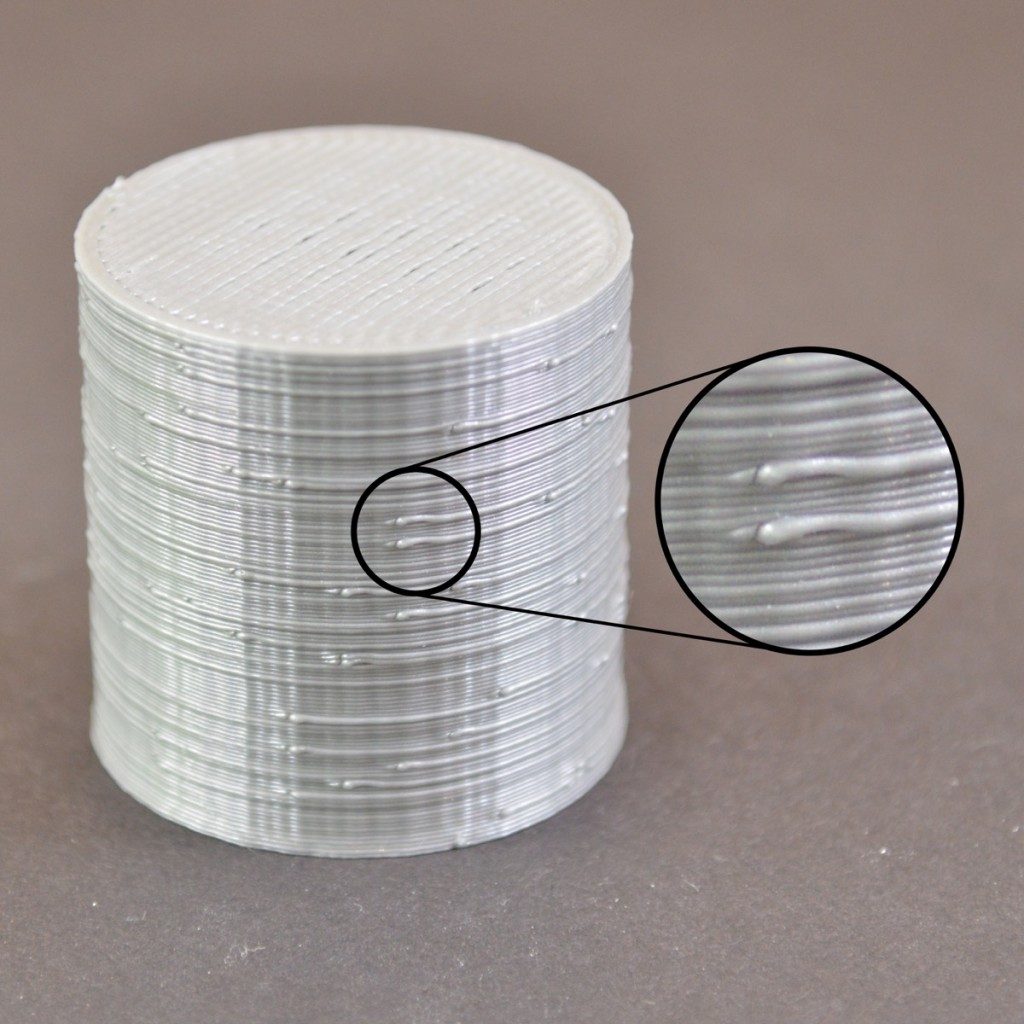
Lines on the Side of Print
Side walls are not smooth, lines are visible on the side of the print
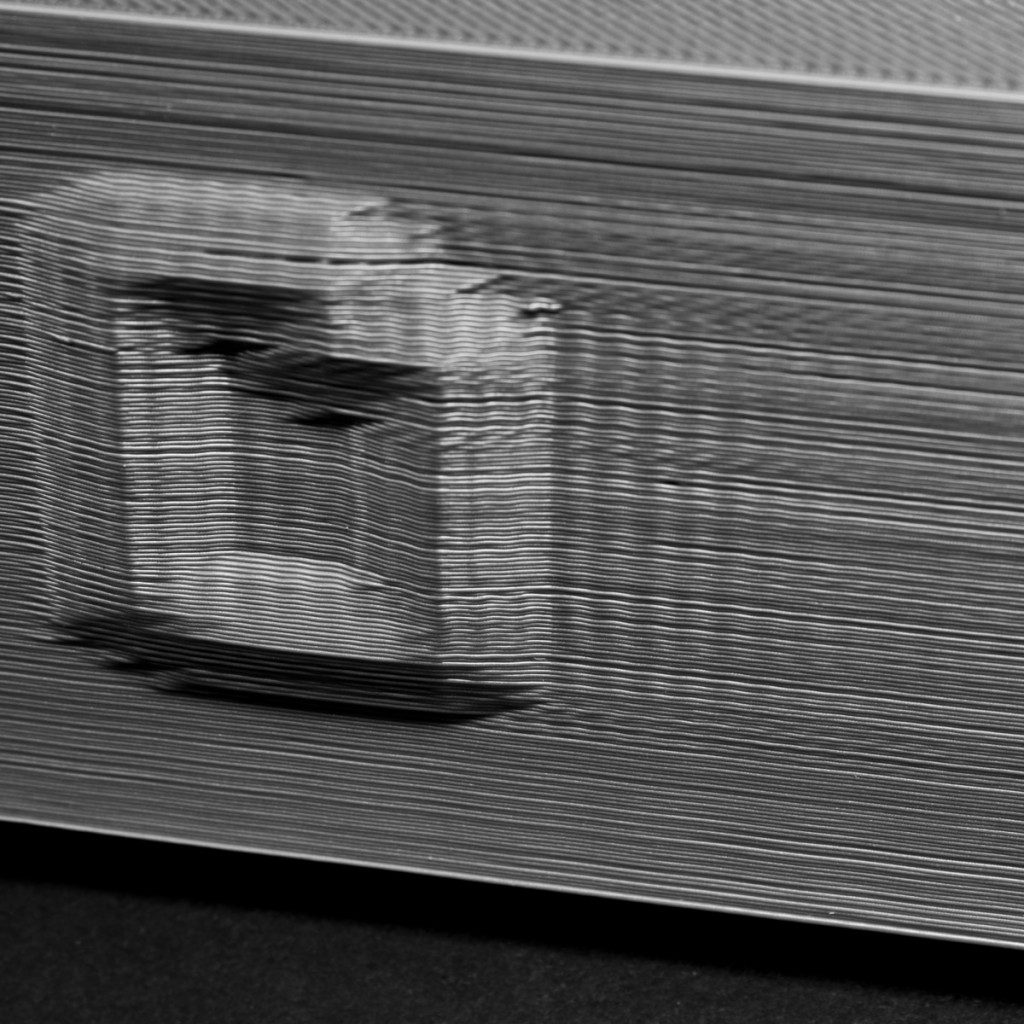
Vibrations and Ringing
Vibrations that cause oscillations on the surface of the print, otherwise known as “ringing”
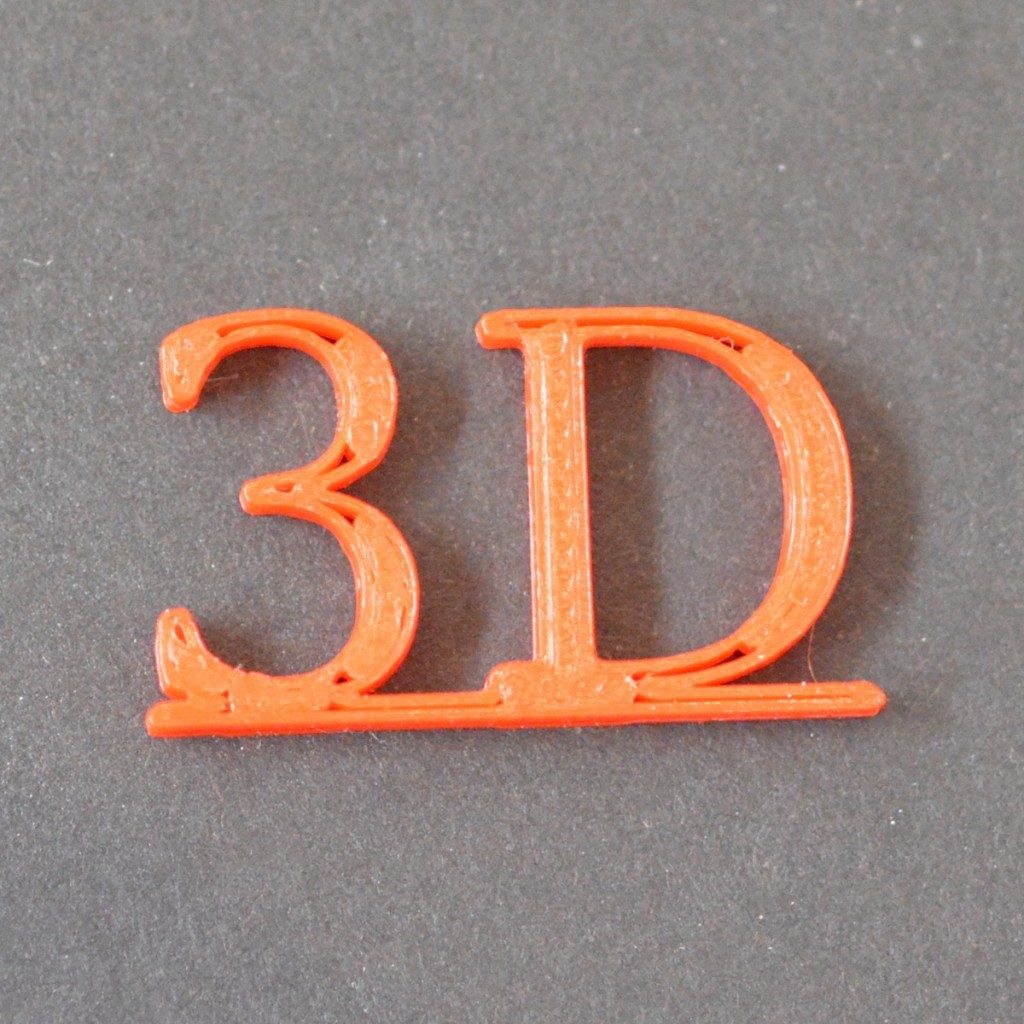
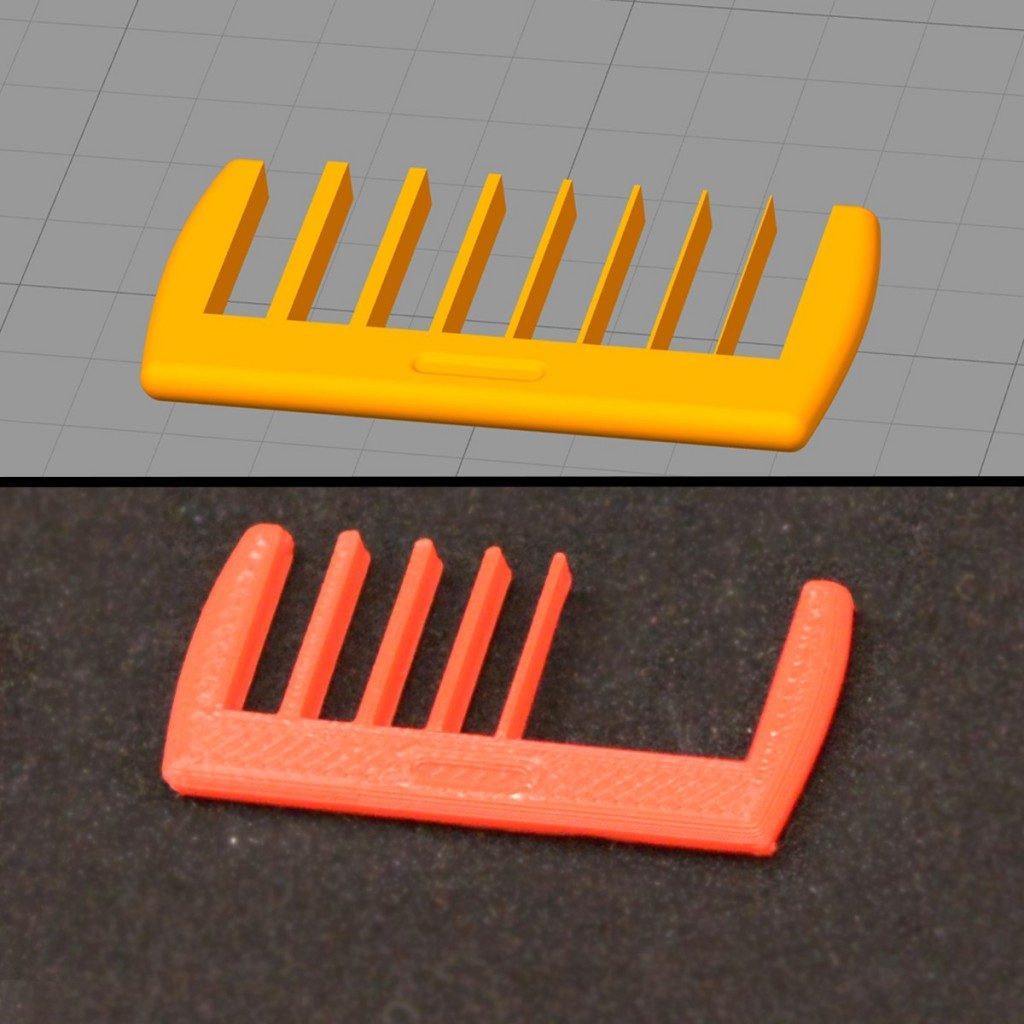
Small Features Not Printed
Very small features are not printed or are missing from the software preview
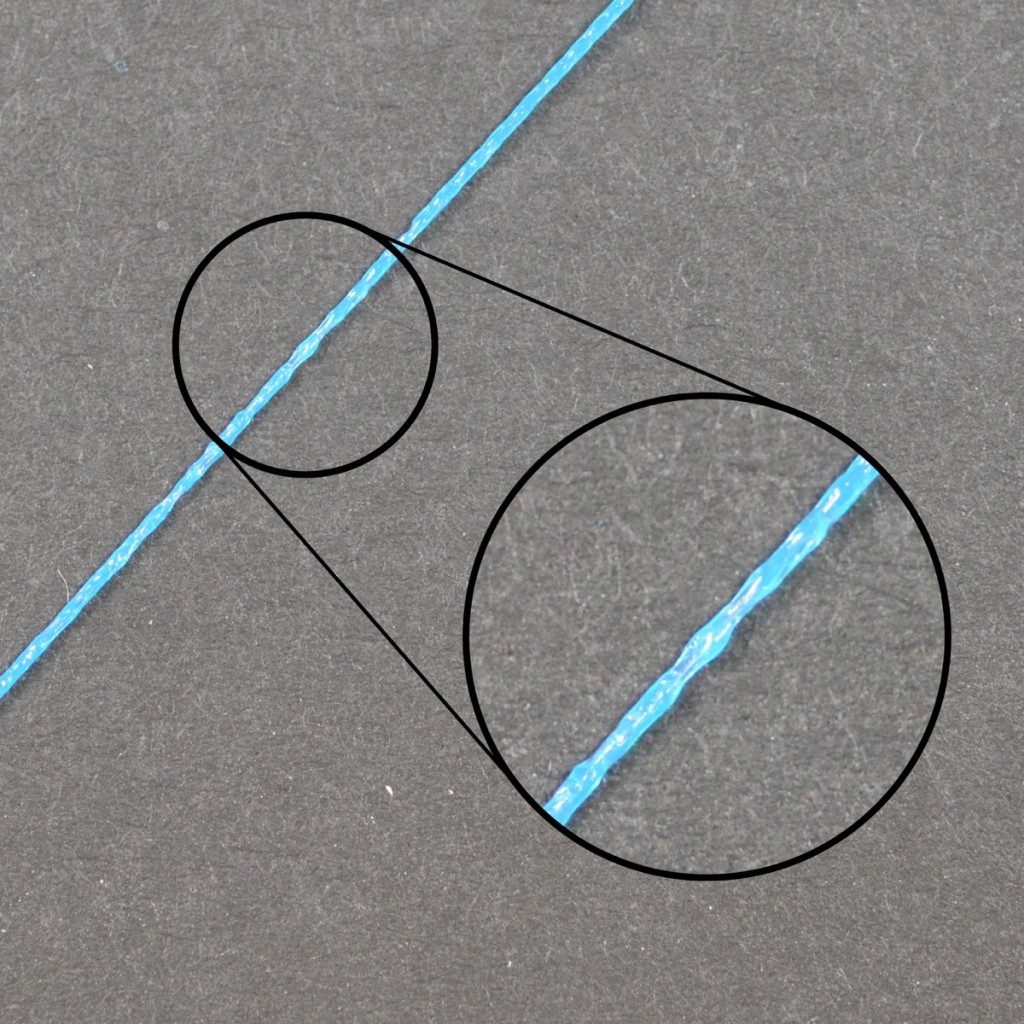
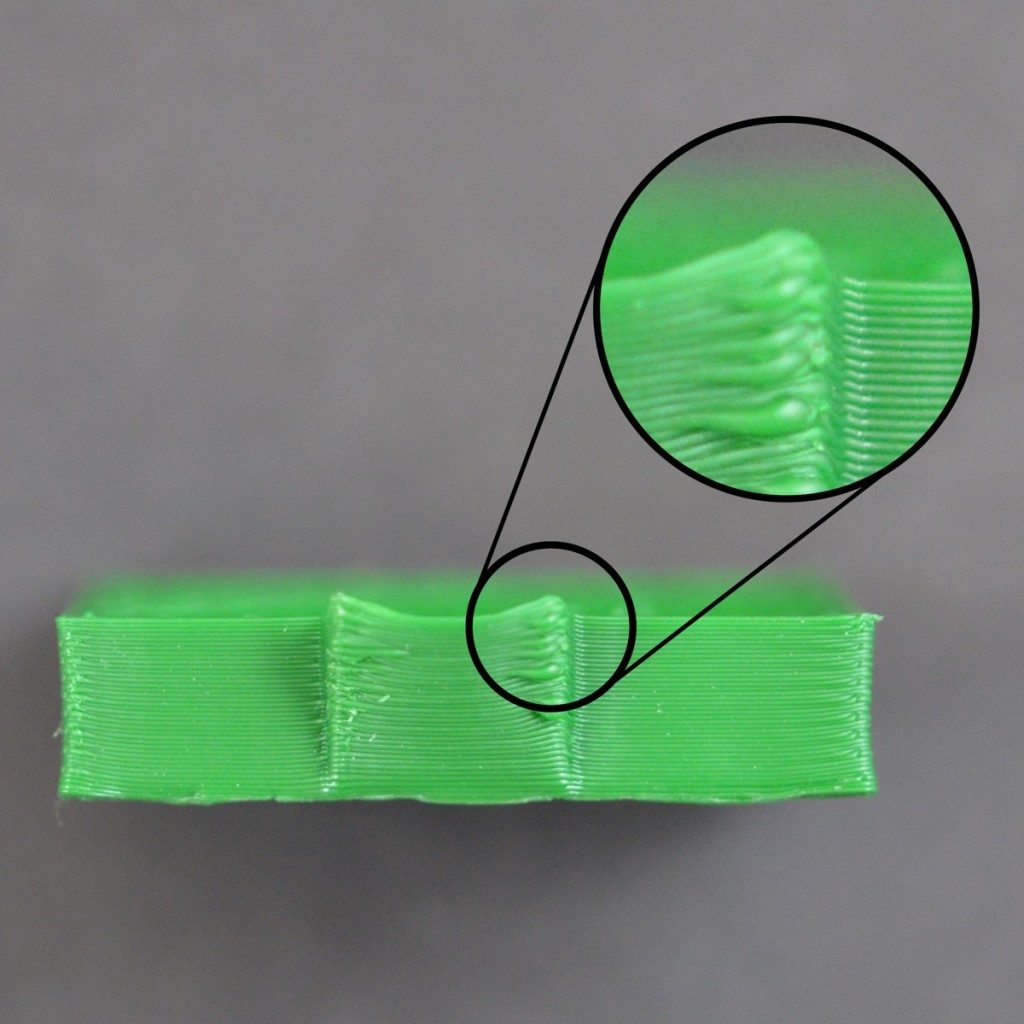
Inconsistent Extrusion
Extrusion amount tends to vary and is not consistent enough to produce an accurate shape

Poor Surface Above Supports
Poor surface quality on the underside of the part where it touches the support structures
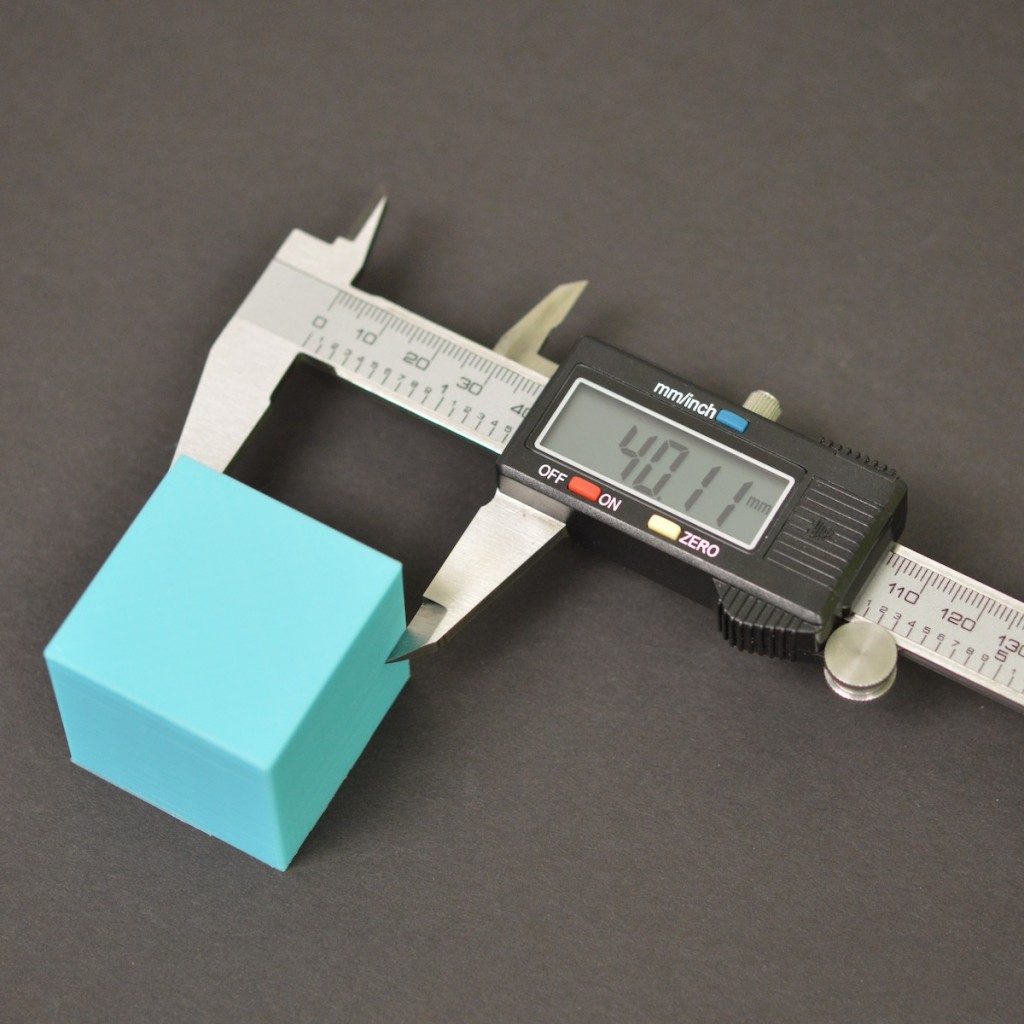
Dimensional Accuracy
Dimensional issues where the measured dimensions do not match the original design intent
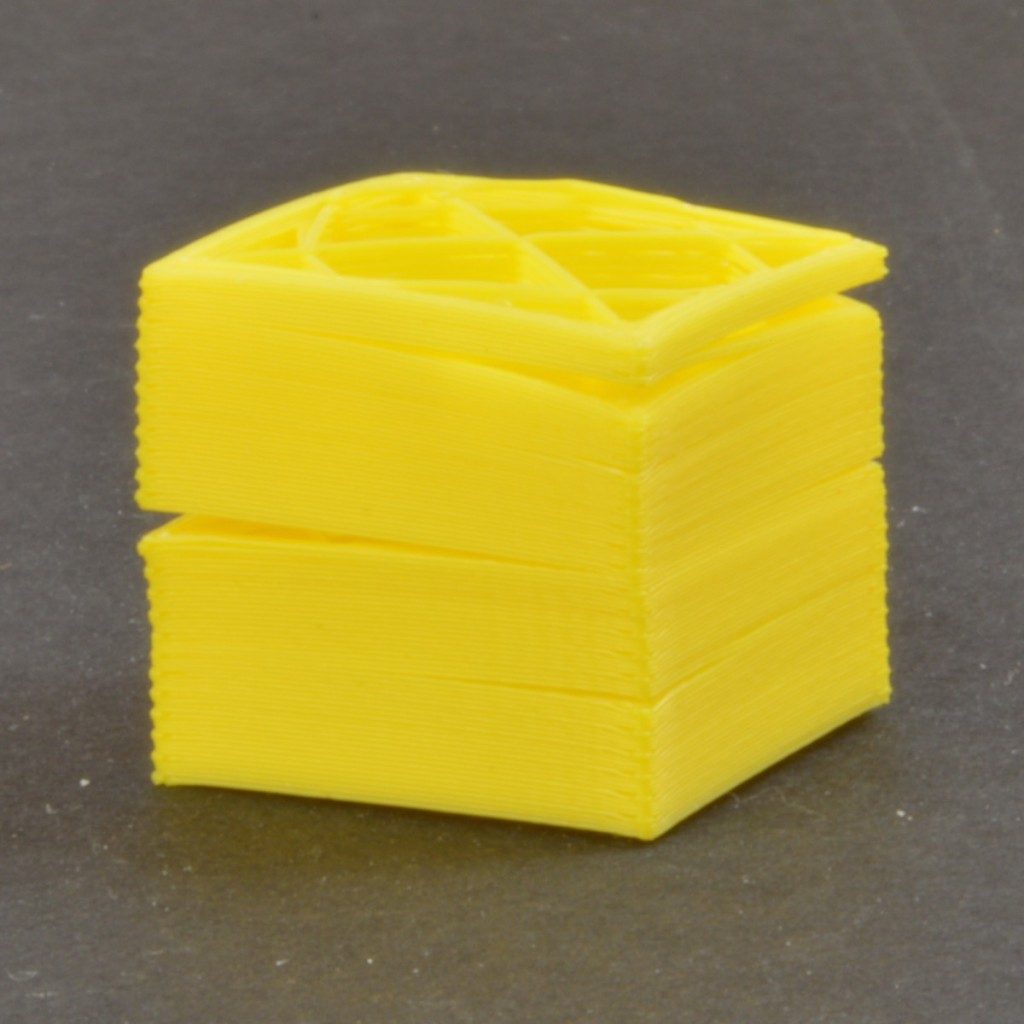
Poor Bridging
Sagging, drooping, or gaps between the extruded segments of your bridging regions